
| Parameter category | Standard specifications |
| Conveying pipe diameter | Φ100-850mm |
| Belt speed range | 0.8-5.0m/s |
| Maximum inclination angle | 30° |
| Material density | ≤3.2t/m³ |
| Single machine length | Standard 500m |
The tubular conveyor adopts a fully enclosed modular design. Through hexagonal roller groups, the flexible conveyor belt is precisely coiled into a sealed tubular structure, achieving zero leakage during bulk material transportation. The system operates in environments ranging from -25°C to 160°C and is equipped with intelligent monitoring units and energy recovery devices. It is suitable for transporting ores, coal, construction materials, and other bulk materials across complex terrains, with a maximum conveying distance of 15 km. Compared to traditional equipment, it reduces overall operational costs by over 35%.

Zoomry Heavy Industry’s tubular conveyor breaks through the limitations of traditional conveying systems. Through three-dimensional path planning, it achieves a 30° steep incline and a 4-meter horizontal turning radius, replacing multiple traditional conveyors in series. Specially designed anti-twist roller sets combined with double-layer wear-resistant conveyor belts ensure stable long-distance transportation of highly abrasive materials.
Integrated micron-level dust suppression units control PM10 concentration in working areas below 5 mg/m³, meeting Class II industrial hygiene standards. The energy recovery system converts 18% of braking kinetic energy into electrical energy for grid feedback.
Key components of the tubular conveyor adopt modular prefabrication technology:
The steel structure body undergoes hot-dip galvanizing and epoxy coating, ensuring a 20-year weather-resistant lifespan.
| Parameter Category | Standard Specifications | Extended Capabilities |
|---|---|---|
| Pipe Diameter | Φ100–850 mm | Up to Φ1200 mm |
| Belt Speed Range | 0.8–5.0 m/s | Intelligent variable frequency control |
| Maximum Incline Angle | 30° | Composite angle up to 35° |
| Material Density | ≤3.2 t/m³ | Custom designs up to 4.5 t/m³ |
| Single-System Length | Standard 500 m | EPC projects up to 8 km |
| Pipe Diameter (mm) | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 850 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Corresponding Belt Width (mm) | 430 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2250 | 2550 | 3100 |
| Cross-Sectional Area (75%) | 0.006 | 0.013 | 0.023 | 0.041 | 0.049 | 0.066 | 0.108 | 0.131 | 0.155 | 0.216 | 0.280 | 0.404 |
In mining scenarios, the tubular conveyor system is configured with deep-trough buffer roller sets to transport 350 mm lump ores across 28° slopes in open-pit mines. The steel truss uses Q355B weather-resistant steel with hot-dip galvanizing, ensuring a 20-year design lifespan. Energy storage flywheels at elevation drops recover over 18% of braking energy.
Dual-pipe parallel systems at ports feature automated weighing hoppers and anti-sway chutes, achieving 6,000 t/h loading/unloading efficiency. Internal air-film dust suppression and external negative pressure systems ensure compliance with GB16297 emission standards. Vector frequency control adapts to tidal load fluctuations.
For graded aggregates, anti-segregation feeders and ceramic-coated rollers minimize residue of fine particles (<5 mm). Acoustic cleaning devices inside enclosed pipes and double-layer noise enclosures reduce operational noise to below 75 dB(A), meeting residential nighttime requirements.
Modular design ensures critical component lifespans:
Note: Data based on standard test conditions. Actual performance may vary depending on operational environments. Final engineering specifications shall prevail.
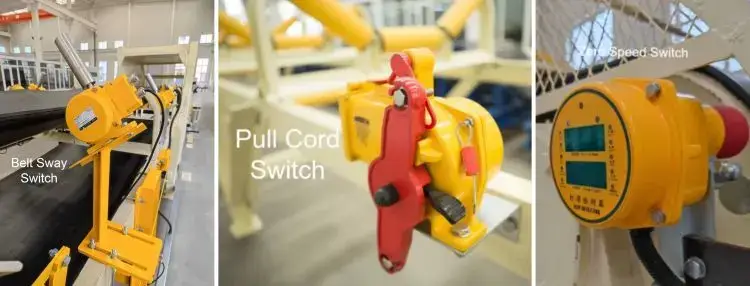
Zoomry’s tubular conveyor systems utilize modular prefabrication technology, improving on-site installation efficiency by 40%. The intelligent maintenance platform monitors 18 critical parameters (belt tension, roller temperature, etc.) for predictive upkeep. A global 24/7 emergency network and 3,000+ spare parts ensure 98% of faults are resolved within 48 hours. Custom solutions include high-temperature-resistant, anti-static, and food-grade pipe designs.
Key parameters for model determination:
Zoomry Heavy Industry, a national high-tech enterprise with 20 years of expertise in bulk material handling, holds 50+ patents and has exported to 30+ countries. Over 2,000 projects in mining, ports, and power industries demonstrate our commitment to energy-efficient solutions. CE and ISO9001 certified, we provide full lifecycle technical support. Visit our official website’s contact page for free product parameters and selection guidance.

Zoomry Pipe Conveyor represents the benchmark of new-generation enclos...
The tubular conveyor adopts a fully enclosed modular design. Through h...

The steep angle belt conveyor is specifically designed for bulk materi...

Zoomry Heavy Industry‘s Curved Belt Conveyor (also known as Radius Con...

Enter your email to contact us quickly!
Copyright © 2002-2024 Zoomry Group Company Limited
