
| Effective width | 500-2400mm |
| Single machine length | 500m-15km |
| Belt speed range | 0.8-6.5m/s |
| Maximum capacity | 17,000t/h |
| Material size | ≤350mm |
| Longitudinal slope | -25°~+28° |
| Horizontal turning radius | ≥300m |
| Drive drum diameter | Φ630-1800mm |
| Impact idler spacing | 0.3-1.2m |
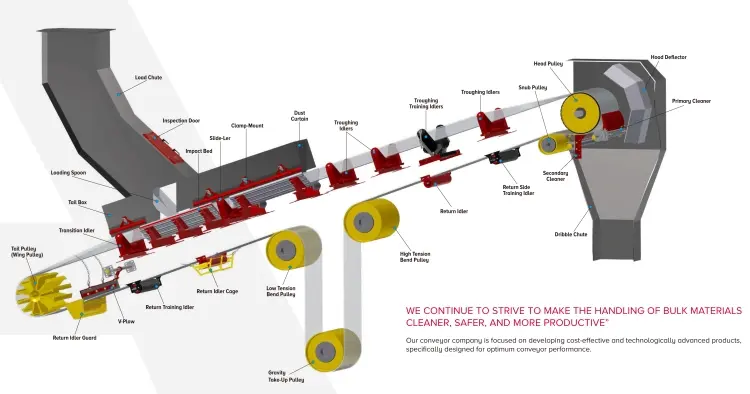
The long-distance belt conveyor is an intelligent conveying system developed for complex terrains and extended transportation needs, employing modular design principles with single-unit conveying distances up to 20 kilometers and minimum horizontal turning radius of 300 meters. This integrated system combines terrain adaptation technology, dynamic tension compensation systems, and intelligent monitoring modules, replacing traditional multi-stage relay conveying solutions to achieve continuous all-terrain transportation of bulk materials including ores, coal, and aggregates.

| Category | Parameter Range | Technical Specifications |
|---|---|---|
| Basic Parameters | ||
| Effective width | 500-2400mm | Customized per material properties |
| Unit length | 500m-15km | Terrain-adaptive design |
| Belt speed | 0.8-6.5m/s | Variable frequency speed control |
| Capacity | ||
| Max capacity | 17,000t/h | 35°-45° troughing idler angle |
| Material size | ≤350mm | Integrated lump breaking system |
| Terrain Adaptation | ||
| Longitudinal slope | -25°~+28° | Anti-slip deep trough structure |
| Horizontal turning radius | ≥300m | Dynamic alignment correction |
| Component Specifications | ||
| Drive pulley diameter | Φ630-1800mm | 15-25mm rubber lagging |
| Impact idler spacing | 0.3-1.2m | Elastic support damping design |
| Device Type | Features | Installation Standard |
|---|---|---|
| Bi-directional misalignment switch | 3-stage alarm with auto-correction at 5° offset | Every 30m |
| Longitudinal rip detector | Array sensors detect ≥20mm tears | Key transfer points |
| Infrared thermometer | Real-time roller temperature monitoring with 70℃ alarm | Drive/return pulley locations |
The long-distance belt conveyor enables continuous transportation from open pits to processing plants across complex mountainous terrain. Equipped with steep-angle idlers for 28° slopes and impact-absorbing idlers for ≤350mm lumps. Energy recovery systems in high-drop zones achieve 18%-25% energy savings.
Fully enclosed chutes with mist dust suppression maintain ≤5mg/m³ dust levels. Hot-dip galvanized + epoxy-coated components withstand ≥15 years of salt spray corrosion. Synchronizes with automated ship loaders for 6000t/h operations.
Anti-segregation feeders ensure uniform material distribution. Double-layer covers with negative-pressure dust collectors maintain ≤75dB(A) noise. Special anti-adhesion idlers minimize material buildup.
Integrated metal detectors and magnetic separators. Optional electric heating prevents icing in cold climates. Interfaces with digital fuel management systems for real-time calorific monitoring.
12km single-unit long-distance belt conveyors for limestone mines. Wear-resistant ceramic pulleys last 3x longer than standard. Dust-proof chutes with multi-stage airlocks. DCS-compatible for automated control.
| Application | Terrain Adaptability | Environmental Requirements | Maintenance Focus | Smart Needs |
|---|---|---|---|---|
| Mining | Complex (Grade A) | Moderate | Impact resistance | Terrain adaptation |
| Ports | Flat (Grade B) | Strict | Corrosion protection | Automation |
| Aggregates | Rolling (Grade B+) | High | Sealing systems | Measurement precision |
| Power Plants | Fixed (Grade C) | Standard | Safety devices | System integration |
| Cement | Mixed (Grade A-) | High | Wear parts | Process optimization |
Q = 3600Svρk
P = (CgLv + QgH)/367η

Zoomry Pipe Conveyor represents the benchmark of new-generation enclos...

The tubular conveyor adopts a fully enclosed modular design. Through h...

The steep angle belt conveyor is specifically designed for bulk materi...

Zoomry Heavy Industry‘s Curved Belt Conveyor (also known as Radius Con...

Enter your email to contact us quickly!
Copyright © 2002-2026 Zoomry Group Company Limited
